

鑄鐵平臺.鑄鐵平板-說明書介紹
本文導(dǎo)讀:
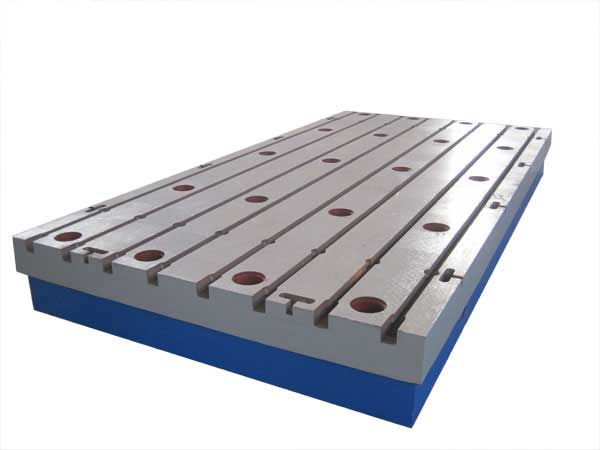



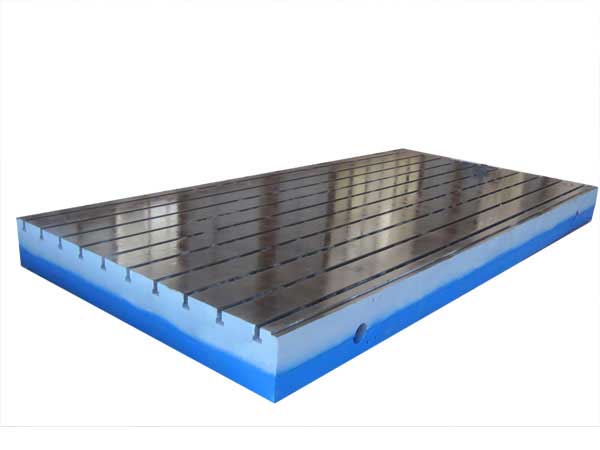


鑄鐵平臺.鑄鐵平板-說明書介紹
一、規(guī)格:100×100----3000×8000mm
二、用途:適用于各種檢驗工作,精密測量用的基礎(chǔ)平面,用于機床、機械、檢驗測量基準(zhǔn),檢查零件的尺寸,精度和形位偏差并作精密劃線。
三、材質(zhì)與處理:材質(zhì)HT20-40 硬度170-241
四、精度:按1980年國家頒發(fā)的規(guī)程。規(guī)定公差基數(shù)。
級別:0、1、2、3級。0級≥25點 1級≥25點 2級≥20點 3級≥12點。
五、使用與維護
1.使用前用無腐蝕性汽油,將工作面的防銹油洗凈,并用脫脂棉紗擦拭干凈,方可使用。
2.溫度變化會使測量產(chǎn)生誤差,應(yīng)在20±50C范圍內(nèi)使用。
3.使用時用水平儀調(diào)整到水平,使支點均勻分布各支點上。
4.用時小心、嚴(yán)防碰撞。
5.用完后擦凈,涂無水酸性的防銹油,覆蓋防潮紙,置于清潔干燥處存放。
六、周檢期:最長周檢期一年。
附表:精度誤差表(微米)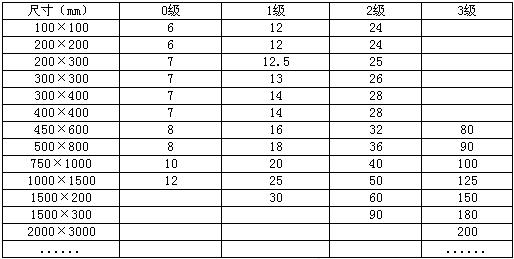
1范圍
本標(biāo)準(zhǔn)規(guī)定了精度等級為000級、00級、0級、1級、2級、3級鑄鐵平板的型式與尺寸、技術(shù)要求、檢驗方法、標(biāo)志與包裝等。
本標(biāo)準(zhǔn)適用于工作面為160mmX100mm-----4000mmX2500mm(長度X寬度)的鑄鐵平板(以下簡稱平板)。
2引用標(biāo)準(zhǔn)
下列標(biāo)準(zhǔn)所包含的條文,通過在本標(biāo)準(zhǔn)種引用而構(gòu)成為本標(biāo)準(zhǔn)的條文。本標(biāo)準(zhǔn)出版時,所示版本均為有效。所有標(biāo)準(zhǔn)都會被修訂,使用本標(biāo)準(zhǔn)的各方應(yīng)探討使用下列標(biāo)準(zhǔn)最新版本的可能性。
GB/T 1184—1996 形狀和位置公差未注公差的規(guī)定
3、定義
本標(biāo)準(zhǔn)采用下列定義。
3.1平板
用于工件檢測或劃線的平面基準(zhǔn)量器,又稱為平臺。
3.2主支點
平板在加工、檢定和使用中,與安裝基面或?qū)S弥Ъ芙佑|時,用作主要支承的部分。此時的支承力系靜定狀態(tài)。
3.3輔助支點
平板在使用時,為了防止因負(fù)載重心的偏移而發(fā)生傾覆或因負(fù)載過大而產(chǎn)生有害的變形所增設(shè)的支點。輔助支點上的支反力應(yīng)小于主支點上的支反力。
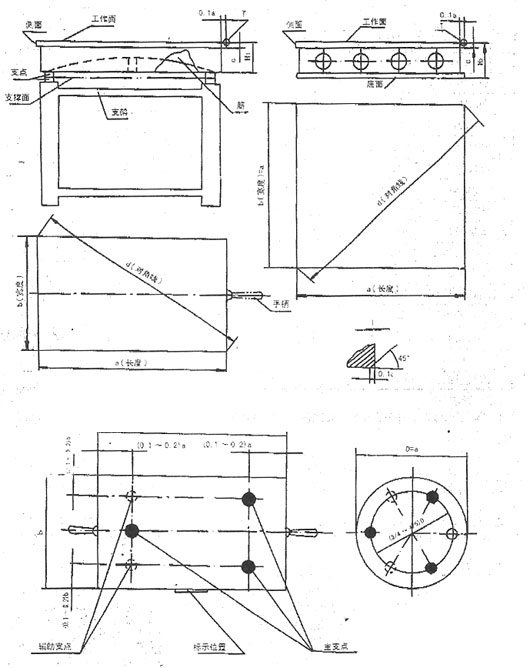
4型式與尺寸
4.1平板的型式見圖1所示。圖式僅作圖解說明,不表示詳細(xì)結(jié)構(gòu)。
4.2筋板式平板的主支點分布形式見圖2所示。圖中所示的輔助支點是為了防止使用中的平板因重心偏移而發(fā)生傾覆所設(shè)置的,對因負(fù)載過大而產(chǎn)生有害變形的輔助支點由設(shè)計者自行設(shè)計,但數(shù)量應(yīng)控制在最少限度。輔助之承面與主支承面不應(yīng)在同一平面上,以便于調(diào)整輔助支點的支反力。
4.3平板的基本尺寸見表1的規(guī)定。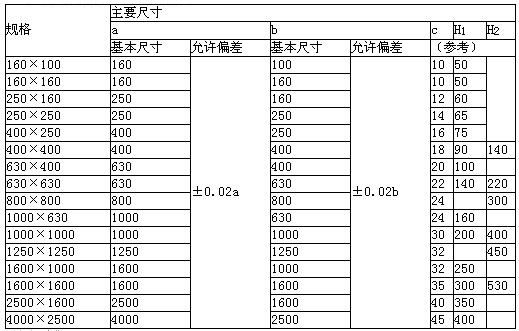
5技術(shù)要求
5.1平板工作面不得有嚴(yán)重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。
5.2平板的鑄造表面應(yīng)清除型砂且平整,涂漆牢固。
5.3精度登記為0級~3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應(yīng)小于周圍材料的硬度。工作面堵塞的砂孔應(yīng)不多于4個,且砂孔之間的間距應(yīng)不小于80mm。
5.4平板應(yīng)采用優(yōu)質(zhì)細(xì)密的灰口鑄鐵或合金等材料制造,其工作面硬度應(yīng)為170~220HB。
5.5平板工作面通常應(yīng)采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的****允許值為5um。
5.6平板工作面的平面度公差見表2的規(guī)定。
5.7平板工作面采用刮削工藝應(yīng)進行涂色對研檢驗。對研后顯示的接觸點面積的比率見表3的規(guī)定:或者按25mmX25mm正方形面積的接觸點數(shù)見表3的規(guī)定,且任意25mmX25mm中的接觸點數(shù)之間應(yīng)不大于5點。若有爭議,按接觸點面積的比率為評定依據(jù)。
5.8對不便采用涂色對研檢驗的平板工作面應(yīng)檢驗其平面的波動量,工作面的平面波動量見表4的規(guī)定。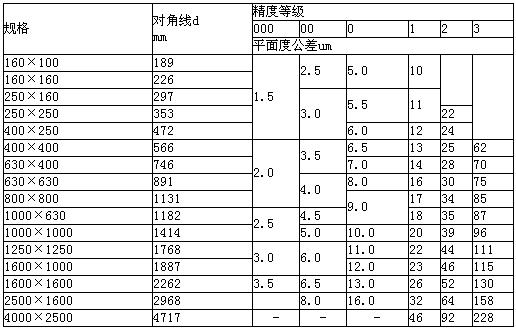
注:
1.表中數(shù)值均按標(biāo)準(zhǔn)溫度200C給定:
2.計算公式:
000級:1×(1+d/1000) 1級:8×1+(d/1000)
00級:2×(1+d/1000) 2級:16×(1+d/1000)
0級:4×(1+d/1000) 3級:40×(1+d/1000)
式中:d-平板工作面對角長度,mm
3距工作面邊緣0.02α(****為20mm)范圍內(nèi)平面度公差不計,且任意一點都不得高于工作面。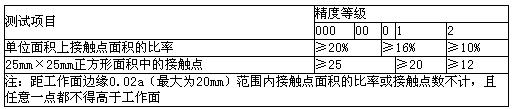

5.9 平板側(cè)面對工作面的垂直度公差和平板兩相鄰側(cè)面的垂直度公差均勻GB/T1184中規(guī)定的12級。
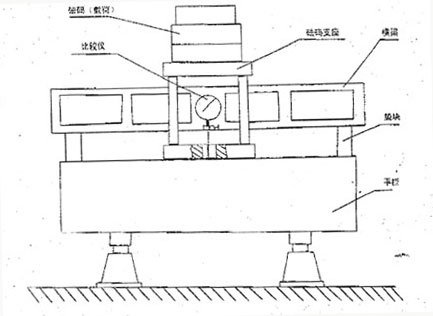
5.10 平板工作面中央中集中載荷區(qū)域、施加的額定載荷和允許撓度值見表5的規(guī)定。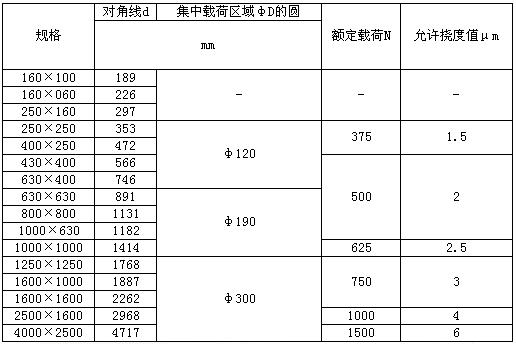
7標(biāo)志與包裝
7.1 平板上應(yīng)標(biāo)志:
a)制造廠廠名或注冊商標(biāo);
b)產(chǎn)品名稱;
c)規(guī)格和精度等級;
d)產(chǎn)品序號和制造日期;
e)本標(biāo)準(zhǔn)的標(biāo)準(zhǔn)號。
7.2 平板的包裝箱上應(yīng)標(biāo)志;
a)制造廠廠名或注冊商標(biāo);
b)產(chǎn)品名稱;
c)規(guī)格和精度等級;
d)產(chǎn)品序號和制造日期;
e)防振、防水、防潮等標(biāo)記。
7.3 平板在包裝前應(yīng)經(jīng)防銹處理并妥善包裝,不得因包裝不善而在運輸過程中損壞產(chǎn)品。
7.4 平板經(jīng)檢定符合本標(biāo)準(zhǔn)要求后,應(yīng)附有產(chǎn)品合格證;產(chǎn)品合格證上應(yīng)有本標(biāo)準(zhǔn)的標(biāo)準(zhǔn)號和產(chǎn)品序號。
查看該產(chǎn)品圖片>>>鑄鐵平臺.鑄鐵平板