

常用測量器具的使用注意事項
本文導讀:根據“測量器具的選擇原則”,選用適當的測量器具進行測量。測量器具的計量工作應遵循測量器具的保養、檢修、鑒定計劃,確保所用量檢具精度、靈敏度、準確度。測量器具的正確使用方法,請參照使用說明書或相關參考資料,輕拿輕放、保持清潔、防銹、防振,合理存放保管。





根據“測量器具的選擇原則”,選用適當的測量器具進行測量。測量器具的計量工作應遵循測量器具的保養、檢修、鑒定計劃,確保所用量檢具精度、靈敏度、準確度。測量器具的正確使用方法,請參照使用說明書或相關參考資料,輕拿輕放、保持清潔、防銹、防振,合理存放保管。
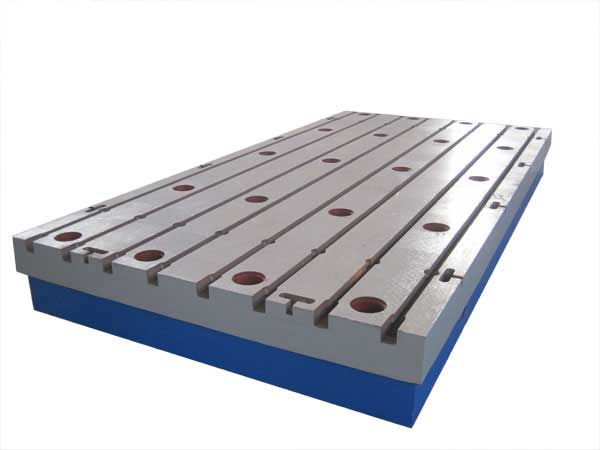
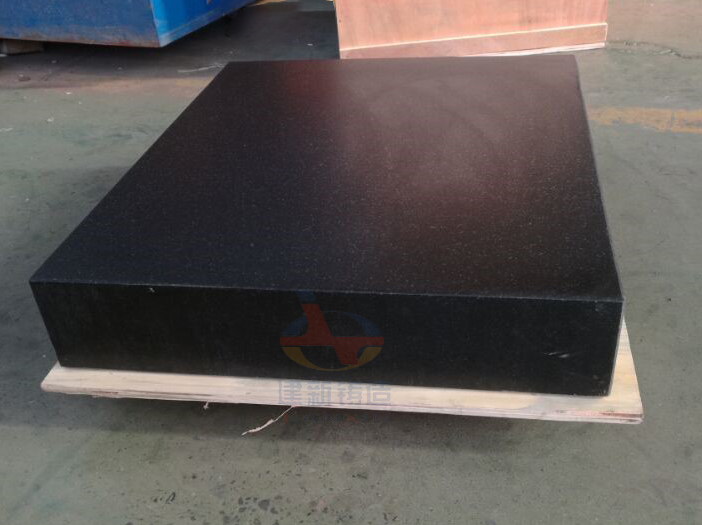
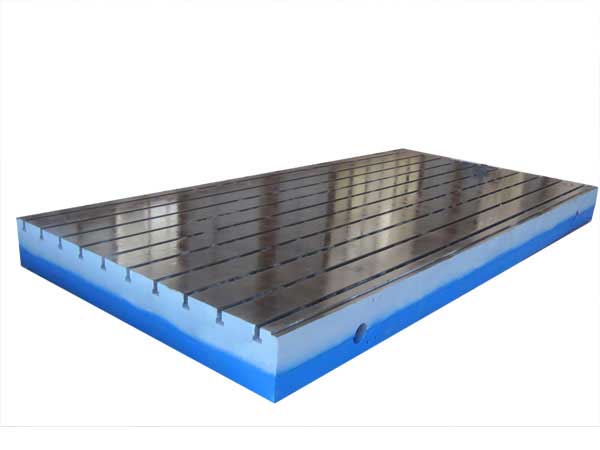
一、 平板
1、 鋼制平板一般用于冷作放樣或樣板修整;鑄鐵平板除具有鋼制平板用途外,經壓砂后可作研磨工具;大理石平板不須涂防銹油脂,且受溫度影響較小,但濕度高時易變形。
2、 0、1、2級平板一般作檢驗用,3級平板一般作劃線用。
3、 平板安放平穩,一般用三個支承點調整水平面。大平板增加的支承點須墊平墊穩,但不可破壞水平,且受力須均勻,以減少自重受形。
4、 平板應避免因局部使用過頻繁而磨損過多,使用中避免熱源的影響和酸堿的腐蝕。
5、 平板不宜承受沖擊、重壓、或長時間堆放物品。
二、 樣板直尺和平尺
1、 樣板直尺使用時不得碰撞,應確保棱邊的完整性,手握持絕熱板部分,避免溫度影響響精度和產生銹蝕。
2、 測量前,應檢查尺的測量面不得有劃痕、碰傷、銹蝕等缺陷。表面應清潔光亮。
3、 平尺工作面不應有蝕蝕、斑痕、鱗片、凹坑、裂縫以及其他缺陷。平尺應無磁性。
4、 一般應按不同要求選用不同精度的平尺。
三、 直角尺
1、 00級和0級直度角尺一般用于檢驗精密量具;1級用于檢驗精密工件;2級用于檢驗一般工件。
2、 使用前,應先檢查各工作面和邊緣是否被碰傷。角尺的長邊的左、右面和短邊的上、下面都是工件面(即內外直角)。將直尺工作面和被檢工作面擦凈。
3、 使用時,將直度角尺靠放在被測工件的工作面上,用光隙法鑒別工件的角度是否正確。注意輕拿、輕靠、輕放,防止變曲變形。
4、 為求精確測量結果,可將直度角尺翻轉180度再測量一次,取二次讀數算術平均值為其測量結果,可消除角尺本身的偏差。
四、 萬能角度尺
1、 使用前,先將萬能角度尺擦拭干凈,再檢查各部件的相互作用是否移動平穩可靠、止動后的讀數是否不動,然后對零位。
2、 測量時,放松制動器上的螺帽,移動主尺座作粗調整,再轉動游標背面的手把作精細調整,直到使角度尺的兩測量面與被測工件的工作面密切接觸為止。然后擰緊制動器上的螺帽加以固定,即可進行讀數。
3、 測量完畢后,應用汽油把萬能角度尺洗凈,用干凈紗布仔細擦干,涂以防銹油,然后裝入匣內。
五、 游標卡尺
1、 使用前,應先把量爪和被測工件表面的灰塵、油污等擦干凈,以免碰傷游標卡尺量爪面和影響測量精度,同時檢查各部位的相互作用。如尺框和微動裝置移動是否靈活,緊固螺釘是否能起作用等。
2、 檢查游標卡尺零位,使游標卡尺兩量爪緊密貼合,用眼睛觀察應無明顯的光隙,同時觀察游標零刻線與尺身零刻線是否對準,游標的尾刻線與尺身的相應刻線是否對準。最好把游標卡尺量爪閉合三次,觀察各次讀數是否一致。如果三次讀數雖然不是零,但讀數三次完全一樣,可把這數值記下來,在測量時,加以修正。
3、 使用時,要掌握好量爪面同時工作表面接觸時的壓力,既不能太大,也不能太小,剛好使測量面與工件接觸,同時量爪還能沿著工件表面自由滑動,。有微動裝置的游標卡尺,應使用微動裝置。
4、 在游標卡尺讀數時,應把游標卡尺水平地拿著朝亮光方向,使視線盡可能地和尺上所讀的刻度線垂直,以免由于視線的歪斜而引起讀數誤差。最好在工件的同一位置多次測量,取它的平均值。
5、 測量外尺寸時,讀數后,切不可從被測工件上猛力抽下游標卡尺,應將量爪張開后拿出;測內尺寸讀數后,要使量爪沿著孔的中心線方向滑動,防止歪斜,否則將使量爪磨損、扭傷、變形或使尺框走動,影響測量精度。
6、 不能用游標卡尺測量運動著的工件。這樣,容易使游標卡尺受到嚴重磨損,也容易發生事故。
7、 不準以游標卡尺代替卡鉗在工件上來回拖拉。使用游標卡尺時不可用力同工作撞擊,以防損壞游標卡尺。
8、 游標卡尺不要放在強磁場附近,(如磨床的磁性工作臺上)以免使游卡尺感受磁化,影響使用。
9、 使用后,應將游標卡尺擦拭干凈,平放在專用盒內,尤其是大尺寸游標卡尺。注意防銹、主尺彎曲變形。
六、 高度游標卡尺
1、 使用前,應檢查底座工作面是否有毛刺或擦傷,底座的工作面和檢驗用的平板是否清潔,量爪是否完好,是否緊固等。
2、 搬動高度尺時,應握持底座,不允許抓住尺身,否則容易使高度尺跌落或尺身變形。
3、 測量高度尺寸時,先將高度尺的底座貼合在平板上,移動尺框的量爪,使其端部與平板接觸,檢查高度尺的零位是否正確。然后,將尺框的量爪提高到略大于被測工件的尺寸,擰緊微動裝置的緊固螺釘,旋動微動螺母,使量爪端部與被測工作表面接觸,緊固尺框上的緊固螺釘,即可讀得被測高度。
4、 劃線時,裝上劃線量爪,按所需劃線的高度尺寸調節尺框,先固緊微動裝置的緊固螺釘,然后旋動微動螺母使高度尺寸準確地對準所需劃線的尺寸,再將尺框緊固后即可進行劃線。劃線時底座應貼合平臺,平穩移動。
七、 深度千分尺
1、 用螺旋擰緊的可換測量桿,由于擰緊程度不同,直接影響示值。因此,在使用前或更換測桿后,必須進行校正。
2、 測量前,應清潔底板的測量面和工件的被測量面,并去除毛刺。被測量工件要具有一定的表面粗糙度。
3、 測量時,應使底板與被測工件表面保持緊密接觸。測量桿中心軸線與被測工件的測量面保持垂直。
4、 測量桿的端部易磨損,應經常校對零位是否正確。零位的校對可應用圓筒式校對量具或采用二塊尺寸相同的量塊組合體進行。
八、 外徑千分尺
1、 在測量前,必須校對其零位,也即通常所稱的對零位。對于測量范圍0~25毫米的千分尺,校對零位時應使兩測量面接角;對于測量范圍大于25毫米時,應在兩測量面間安放尺寸為其測量下限的對量棒后進行測量。調整零位,必須使微分筒上的棱邊與固定套管上的“0”線垂合,同時要使微分筒上零線對準固定套管上的縱刻線。
2、 使用時應該用手握住隔熱裝置,否則會增加測量誤差。一般情況下,應注意外徑千分尺和被測工作具有相同的溫度。
3、 千分尺兩測量面將與工件接觸時,要使用測力裝置,不要直接轉動微分筒。
4、 千分尺測量軸的中心線要與工作被測長度方向相一致,不要歪斜。
5、 千分尺測量面與被測工作相接觸時,要考慮工作表面幾何形狀。
6、 在測量被加工的工件時,工件要在靜態下測量,不要在工件轉動或加工時測量,否則易使測量面磨損,測桿扭彎,甚至折斷。
7、 按被測尺寸調節外徑千分尺時,要慢慢地轉動微分筒或測力裝置,不要握住微分筒揮動或搖轉尺架,以致使精密測微螺桿變形。
九、 杠桿千分尺
1、 測量前應首先校對微分筒零位和杠桿指示表的零位。0-25毫米杠桿千分尺可使用兩測量面接角直接進行校對,25毫米以上的杠桿千分尺用0級調整棒或用4等量塊來校對零位。
2、 杠桿千分尺直接測量是將工件正確置于杠桿千分尺測砧與測微螺桿之間,調節微分筒使表盤上指針有適當示值,并應拔動拔叉幾次,示值必須穩定,此時,由千分尺微分筒的讀數加上表盤上的讀數即為工件實際尺寸。