

如何用檢驗平板檢驗平面度誤差
本文導讀:用平板檢驗平面度是以平板工作面作為理想平面,,用此理想平面與被測實際表面進行比較,從面確定其誤差的大小。常用方法如下。







如何用檢驗平板檢驗平面度誤差。
用檢驗平板檢驗平面度是以平板工作面作為理想平面, 用此理想平面與被測實際表面進行比較,從面確定其誤差的大小。常用方法如下。
1 涂色法。涂色法檢驗平面度是以檢驗平板作為理想平面,在其平面上涂上紅丹粉。然后將被測表面與其貼合,經往返對研后將被測表面取下,觀察被測表面上附著紅丹粉的分布情況,用(25×25)mm著色點數目來判斷被測表面平面度的合格性。
檢驗時,所選用的檢驗平板自身平面度誤差值,必須高于被側面所要求的平面度誤差三到五倍,否則檢驗結果是不可靠的。
涂色法優點是簡單,容易操作。缺點是只能判斷被測面平面合格與否,不能測出其具體數值。
2 打表法。打表法是將被測工件和指示表放在基準平板上,即以基準平板作為理想平面。測量時,指示表緊貼其基準平板逐點或幾條直線移動,即可測出被測面的平面度誤差值。
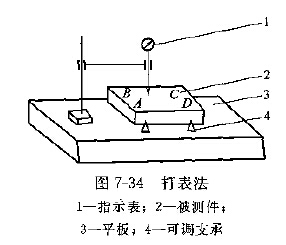
被測件的調平方式有以下三種。
(1). 按被測表面上三點進行調平(三點法),該法是使任意三個交點對檢驗平板等高。也就是使三個角點的度數一致。此法優點是操作方便可以直接得到平面度誤差值。其值為被側面最高點或最低點的讀數差。但由于在四個角點中任取三點,可以有四種不同的選法,因此會有四種不同的測量數值,測量結果不唯一。
(2). 按四個角點調平(四點法)。該法要求兩對角線平行于檢驗平板。是A、C兩點度數一致。B、D兩點度數一致。此法采用對角線法評定,既包含被側面上的一條對角線,且與另一條對角線相平行的平面為理想平面,被側面上各點相對于該理想平面的****與最小誤差之間為平面度誤差值,因此該法的優點是,測量結果唯一,缺點是調平比較困難。
(3). 按水平調平。調整前需先把作為基準平面的檢驗平板調至水平。然后調整背側面,使水平儀在兩個相互垂直的方向上氣泡都居中,按水平調整十分方便,但可能使測量數據毫無規則。
上述三種調平方法都可以使用,雖因調平方式不同,獲得不同的測量數據,但經基面變換后,可獲得符合定義的唯一誤差值。